
































Processo di esecuzione di fori in vetro (vetro temperato, vetro stratificato)
Brenda
www.sggglassmanufacturer.com
2016-11-14 09:31:59
Nella costruzione di vetro, lastre di vetro (vetro temperato ESG, vetro stratificato VSG) spesso sono fissati con accessaries tramite fori nella superficie del vetro. A causa della pressione alta di elementi di fissaggio, questi fori possono essere progettati con rondelle termicamente precompresse.
Esecuzione di fori vetro temperato o vetro stratificato di sicurezza sono sempre fatto prima che le lastre di vetro riscaldato. Alesaggi sostanzialmente cilindrici e conici sono prodotte, in cui i bordi fori diritti sono terra obliquamente al fine di garantire un omogeneo precarico nella regione del foro, per quanto possibile. In ogni caso, il diametro del foro non deve essere inferiore allo spessore dei vetri, e la distanza tra un foro e il bordo del vetro deve essere almeno due volte lo spessore del vetro.
Sono i soliti metodi per la produzione di fori nel vetro
1. getto d'acqua
2. foratura a diamante
Possono essere eseguite controllati dal computer con un'alta precisione nel metodo CNC (Computer Numerical Control).
Il metodo di getto d'acqua è particolarmente utilizzato per tagliare una geometria foro complicati. Tuttavia, durante il taglio con getto d'acqua, può portare a esplosioni più grandi sul lato opposto del disco quando utilizzato in modo improprio. La superficie di bordo mostra spesso anche un'ondulazione più forte.
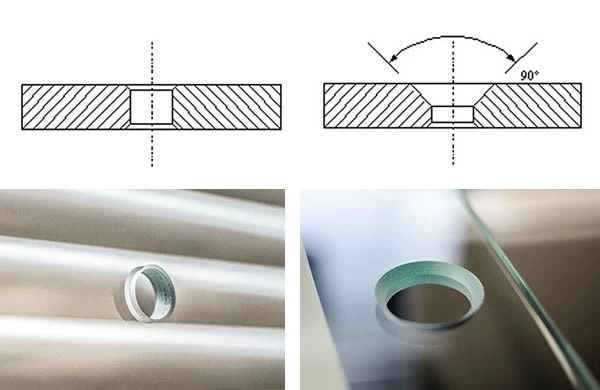
Nel caso della perforazione del diamante, la perforazione è spesso effettuata simultaneamente da entrambi i lati così che nessuna scheggiatura indesiderato si verifica ai bordi del pozzo trivellato. Nel punto dove si incontrano le punte, una bava più o meno grande è formata qui, che deve essere rimosso dalla successiva macinazione, al fine di assicurare l'introduzione di carico uniforme senza picchi di sollecitazione nel caso di giunti perforati.
Fori conici sono prodotti solitamente in due operazioni. La parte conica è macinata fuori un foro cilindrico nell'operazione ulteriore. Questi fori permettono l'utilizzo di supporti di punto che a filo con la superficie di vetro. La profondità della parte conica del foro non deve essere maggiore di metà dello spessore del disco.
Esecuzione di fori vetro temperato o vetro stratificato di sicurezza sono sempre fatto prima che le lastre di vetro riscaldato. Alesaggi sostanzialmente cilindrici e conici sono prodotte, in cui i bordi fori diritti sono terra obliquamente al fine di garantire un omogeneo precarico nella regione del foro, per quanto possibile. In ogni caso, il diametro del foro non deve essere inferiore allo spessore dei vetri, e la distanza tra un foro e il bordo del vetro deve essere almeno due volte lo spessore del vetro.
Sono i soliti metodi per la produzione di fori nel vetro
1. getto d'acqua
2. foratura a diamante
Possono essere eseguite controllati dal computer con un'alta precisione nel metodo CNC (Computer Numerical Control).
Il metodo di getto d'acqua è particolarmente utilizzato per tagliare una geometria foro complicati. Tuttavia, durante il taglio con getto d'acqua, può portare a esplosioni più grandi sul lato opposto del disco quando utilizzato in modo improprio. La superficie di bordo mostra spesso anche un'ondulazione più forte.
Nel caso della perforazione del diamante, la perforazione è spesso effettuata simultaneamente da entrambi i lati così che nessuna scheggiatura indesiderato si verifica ai bordi del pozzo trivellato. Nel punto dove si incontrano le punte, una bava più o meno grande è formata qui, che deve essere rimosso dalla successiva macinazione, al fine di assicurare l'introduzione di carico uniforme senza picchi di sollecitazione nel caso di giunti perforati.
Fori conici sono prodotti solitamente in due operazioni. La parte conica è macinata fuori un foro cilindrico nell'operazione ulteriore. Questi fori permettono l'utilizzo di supporti di punto che a filo con la superficie di vetro. La profondità della parte conica del foro non deve essere maggiore di metà dello spessore del disco.