
































Process of drilling holes in glass ( tempered glass, laminated glass)
Brenda
www.sggglassmanufacturer.com
2016-11-14 09:31:59
In glass construction, glass panes (Tempered glass ESG, laminated glass VSG) are often fastened with accessaries via holes in the glass surface. Due to the high pressure of fasteners, these holes can be designed with thermally pre-stressed washers.
Drilling holes in tempered glass or laminated safety glass are always done before the glass panes been heated. Substantially cylindrical and conical bores are produced, wherein the edges straight holes are ground obliquely in order to guarantee a homogeneous preload in the bore region as far as possible. In any case, the diameter of the bore should not be less than the thickness of the glass panes, and the distance between a hole and the glass edge should be at least twice the thickness of the glass.
The usual methods for the production of holes in glass are
1. water jet
2. diamond drilling
They can be executed computer-controlled with a high precision in the CNC method (Computer Numerical Control).
The water jet method is particularly used to cut a complicated bore geometry. However, when cutting with the water jet, it can lead to larger bursts on the opposite side of the disc when used improperly. The edge surface often also shows a stronger ripple.
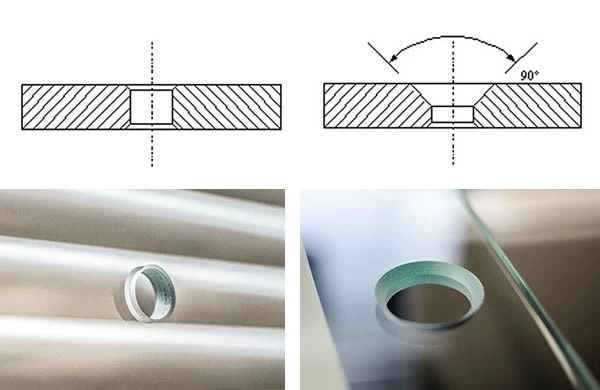
In the case of the diamond drilling, the drilling is often carried out simultaneously from both sides so that no undesirable chipping occurs at the edges of the borehole. At the point where the drills meet, a more or less large burr is formed here, which must be removed by subsequent grinding, in order to ensure uniform load introduction without stress peaks in the case of perforated joints.
Conical bores are usually produced in two operations. The conical part is milled out of a cylindrical bore in the further operation. These holes allow the use of point holders that flush with the glass surface. The depth of the conical part of the bore should not be greater than half the thickness of the disc.
Drilling holes in tempered glass or laminated safety glass are always done before the glass panes been heated. Substantially cylindrical and conical bores are produced, wherein the edges straight holes are ground obliquely in order to guarantee a homogeneous preload in the bore region as far as possible. In any case, the diameter of the bore should not be less than the thickness of the glass panes, and the distance between a hole and the glass edge should be at least twice the thickness of the glass.
The usual methods for the production of holes in glass are
1. water jet
2. diamond drilling
They can be executed computer-controlled with a high precision in the CNC method (Computer Numerical Control).
The water jet method is particularly used to cut a complicated bore geometry. However, when cutting with the water jet, it can lead to larger bursts on the opposite side of the disc when used improperly. The edge surface often also shows a stronger ripple.
In the case of the diamond drilling, the drilling is often carried out simultaneously from both sides so that no undesirable chipping occurs at the edges of the borehole. At the point where the drills meet, a more or less large burr is formed here, which must be removed by subsequent grinding, in order to ensure uniform load introduction without stress peaks in the case of perforated joints.
Conical bores are usually produced in two operations. The conical part is milled out of a cylindrical bore in the further operation. These holes allow the use of point holders that flush with the glass surface. The depth of the conical part of the bore should not be greater than half the thickness of the disc.