
































Процесс сверления отверстий в стекле (закаленное стекло, многослойное стекло)
Бренда
www.sggglassmanufacturer.com
2016-11-14 09:31:59
В конструкции стекла стекла (стекло закаленное ESG, многослойное стекло ВВФ) часто крепится аксессуары через отверстия в стеклянной поверхности. Из-за высокого давления крепежа эти отверстия могут быть разработаны с термически предварительно натянутые шайбы.
Сверление отверстий закаленное стекло или Многослойное безопасное стекло всегда делается прежде, чем был подогревом стекла. Производятся существенн цилиндрические и конические отверстия, где края, которые прямо отверстия являются косо земли для того, чтобы гарантировать однородное предварительную загрузку в регионе ствола, насколько это возможно. В любом случае диаметр отверстия должен быть не меньше толщины стекла, а расстояние между отверстием и стеклянный край должен быть по крайней мере в два раза толщину стекла.
Обычные методы для изготовления отверстий в стекле
1. струей воды
2. Алмазное бурение
Они могут быть выполнены компьютерным управлением с высокой точностью в методе ЧПУ (числовым программным управлением).
Струи воды метод особенно используется для резки сложных полнопроходной геометрии. Однако при резке с струей воды, это может привести к больших очередей на противоположной стороне диска при неправильном использовании. Края поверхности также часто показывает сильнее ряби.
В случае алмазного бурения, бурение часто осуществляется одновременно с обеих сторон так что без нежелательных зазубрин происходит по краям скважины. В точке, где встречаются сверла более или менее крупных заусенцев формируется здесь, которые должны быть удалены путем последующего измельчения, с тем чтобы обеспечить введение единообразной нагрузки без пиков стресса в случае перфорированными суставов.
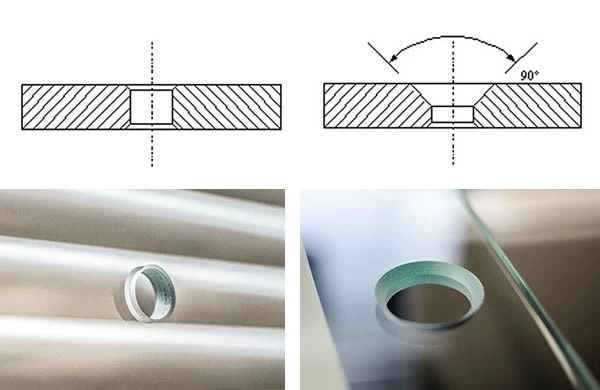
Конические отверстия обычно производятся в двух операциях. Конусная часть фрезерованные из цилиндрическое отверстие в дальнейшей эксплуатации. Эти отверстия позволяют использовать Держатели point, которые заподлицо с поверхностью стекла. Глубина конической части ствола не должно быть больше половины толщины диска.
Сверление отверстий закаленное стекло или Многослойное безопасное стекло всегда делается прежде, чем был подогревом стекла. Производятся существенн цилиндрические и конические отверстия, где края, которые прямо отверстия являются косо земли для того, чтобы гарантировать однородное предварительную загрузку в регионе ствола, насколько это возможно. В любом случае диаметр отверстия должен быть не меньше толщины стекла, а расстояние между отверстием и стеклянный край должен быть по крайней мере в два раза толщину стекла.
Обычные методы для изготовления отверстий в стекле
1. струей воды
2. Алмазное бурение
Они могут быть выполнены компьютерным управлением с высокой точностью в методе ЧПУ (числовым программным управлением).
Струи воды метод особенно используется для резки сложных полнопроходной геометрии. Однако при резке с струей воды, это может привести к больших очередей на противоположной стороне диска при неправильном использовании. Края поверхности также часто показывает сильнее ряби.
В случае алмазного бурения, бурение часто осуществляется одновременно с обеих сторон так что без нежелательных зазубрин происходит по краям скважины. В точке, где встречаются сверла более или менее крупных заусенцев формируется здесь, которые должны быть удалены путем последующего измельчения, с тем чтобы обеспечить введение единообразной нагрузки без пиков стресса в случае перфорированными суставов.
Конические отверстия обычно производятся в двух операциях. Конусная часть фрезерованные из цилиндрическое отверстие в дальнейшей эксплуатации. Эти отверстия позволяют использовать Держатели point, которые заподлицо с поверхностью стекла. Глубина конической части ствола не должно быть больше половины толщины диска.