
































Prozess der Bohren von Löchern in Glas (Sicherheitsglas, Verbundglas)
Brenda
www.sggglassmanufacturer.com
2016-11-14 09:31:59
Im Glasbau werden oft Glasscheiben (ausgeglichenes Glas ESG, VSG, VSG) mit Mithelfer durch Löcher in der Glasoberfläche befestigt. Aufgrund des hohen Drucks von Verbindungselementen können diese Löcher mit thermisch vorgespannten Scheiben ausgelegt werden.
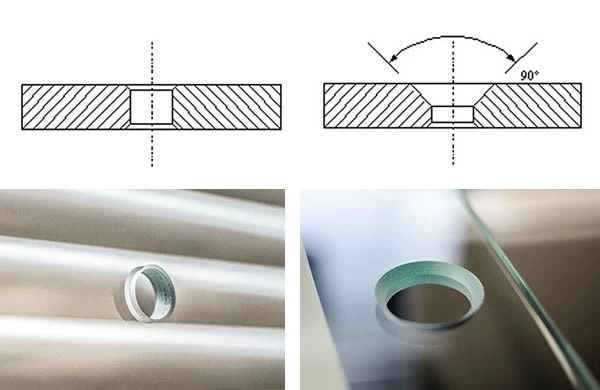
Bohren von Löchern in gehärtetes Glas oder Verbund-Sicherheitsglas sind immer getan, bevor die Glasscheiben erhitzt wurde. Im Wesentlichen zylindrische und konische Bohrungen hergestellt, wobei die Kanten gerade Löcher schräg geschliffen werden, um eine homogene garantieren Vorspannung in der Bohrung-Region so weit wie möglich. In jedem Fall der Durchmesser der Bohrung sollte nicht kleiner sein als die Dicke der Glasscheiben, und der Abstand zwischen ein Loch und die Glaskante sollte mindestens zweimal die Stärke des Glases.
Die üblichen Methoden für die Herstellung von Bohrungen im Glas sind
(1) Wasserstrahl
(2) Diamantbohrungen
Sie können Computer-gesteuerten mit hoher Präzision in der CNC-Methode (Computer Numerical Control) ausgeführt werden.
Die Wasserstrahl-Methode dient vor allem eine komplizierte Bohrung Geometrie geschnitten. Allerdings kann beim Schneiden mit dem Wasserstrahl, es zu größeren Ausbrüchen auf der gegenüberliegenden Seite der Scheibe bei unsachgemäßer Verwendung führen. Die Kantenoberfläche zeigt oft auch eine stärkere Welle.
Bei Diamantbohrungen, ist das Bohren oft gleichzeitig von beiden Seiten durchgeführt, so dass keine unerwünschten Absplitterungen an den Rändern des Bohrloches tritt. An der Stelle, wo die Bohrer treffen, entsteht ein mehr oder weniger großer Grat hier, die müssen durch nachfolgende Schleifen entfernt werden, um gleichmäßige Lasteinleitung ohne Spannungsspitzen bei perforierten Gelenke zu gewährleisten.
Konische Bohrungen werden in der Regel in zwei Aufspannungen hergestellt. Der konische Teil ist aus einer zylindrischen Bohrung im weiteren Betrieb gefräst. Diese Löcher ermöglichen die Verwendung von Punkt-Inhaber, die bündig mit der Glasoberfläche. Die Tiefe des konischen Teil der Bohrung sollte nicht größer als die Hälfte der Dicke der Scheibe sein.
Bohren von Löchern in gehärtetes Glas oder Verbund-Sicherheitsglas sind immer getan, bevor die Glasscheiben erhitzt wurde. Im Wesentlichen zylindrische und konische Bohrungen hergestellt, wobei die Kanten gerade Löcher schräg geschliffen werden, um eine homogene garantieren Vorspannung in der Bohrung-Region so weit wie möglich. In jedem Fall der Durchmesser der Bohrung sollte nicht kleiner sein als die Dicke der Glasscheiben, und der Abstand zwischen ein Loch und die Glaskante sollte mindestens zweimal die Stärke des Glases.
Die üblichen Methoden für die Herstellung von Bohrungen im Glas sind
(1) Wasserstrahl
(2) Diamantbohrungen
Sie können Computer-gesteuerten mit hoher Präzision in der CNC-Methode (Computer Numerical Control) ausgeführt werden.
Die Wasserstrahl-Methode dient vor allem eine komplizierte Bohrung Geometrie geschnitten. Allerdings kann beim Schneiden mit dem Wasserstrahl, es zu größeren Ausbrüchen auf der gegenüberliegenden Seite der Scheibe bei unsachgemäßer Verwendung führen. Die Kantenoberfläche zeigt oft auch eine stärkere Welle.
Bei Diamantbohrungen, ist das Bohren oft gleichzeitig von beiden Seiten durchgeführt, so dass keine unerwünschten Absplitterungen an den Rändern des Bohrloches tritt. An der Stelle, wo die Bohrer treffen, entsteht ein mehr oder weniger großer Grat hier, die müssen durch nachfolgende Schleifen entfernt werden, um gleichmäßige Lasteinleitung ohne Spannungsspitzen bei perforierten Gelenke zu gewährleisten.
Konische Bohrungen werden in der Regel in zwei Aufspannungen hergestellt. Der konische Teil ist aus einer zylindrischen Bohrung im weiteren Betrieb gefräst. Diese Löcher ermöglichen die Verwendung von Punkt-Inhaber, die bündig mit der Glasoberfläche. Die Tiefe des konischen Teil der Bohrung sollte nicht größer als die Hälfte der Dicke der Scheibe sein.