

































Processus de percer des trous dans le verre (verre trempé, verre feuilleté)
Brenda
www.sggglassmanufacturer.com
2016-11-14 09:31:59
En construction en verre, vitres en verre (verre trempé ESG, verre feuilleté VSG) sont fixées, souvent par complices par l’intermédiaire de trous dans la surface de verre. En raison de l’anticyclone de fixations, ces trous peuvent être conçus avec des rondelles précontraints thermiquement.
Bouchez les trous dans verre trempé ou verre feuilleté de sécurité sont toujours fait avant que les vitres été chauffé. Alésage cylindrique et conique sensiblement est produites, dans lequel les bords trous droits sont broyés obliquement afin de garantir une homogène préchargement dans la région d’alésage autant que possible. Dans tous les cas, le diamètre de l’alésage ne devrait pas être inférieure à l’épaisseur des vitres d’et la distance entre un trou et le bord du verre doit être au moins deux fois l’épaisseur du verre.
Les méthodes habituelles pour la production de trous de verre sont
1. jet d’eau
2. forage au diamant
Elles peuvent être exécutées contrôlé par ordinateur avec une grande précision dans la méthode CNC (Computer Numerical Control).
La méthode du jet d’eau est particulièrement utilisée pour couper une géométrie complexe alésage. Toutefois, lors de la coupe avec le jet d’eau, elle peut conduire à grands éclats sur le côté opposé du disque lorsqu’il est utilisé de façon inappropriée. La surface de bord montre souvent aussi une ondulation plus forte.
Dans le cas du forage au diamant, le forage est souvent effectué simultanément des deux côtés afin qu’aucun écaillage indésirable se produit sur les bords du trou de forage. Au point de rencontrent de ces exercices, une bavure de plus ou moins grande est formé ici, qui doivent être éliminées par ponçage ultérieur, afin d’assurer l’introduction de la charge uniforme sans pics de stress en cas d’articulations perforées.
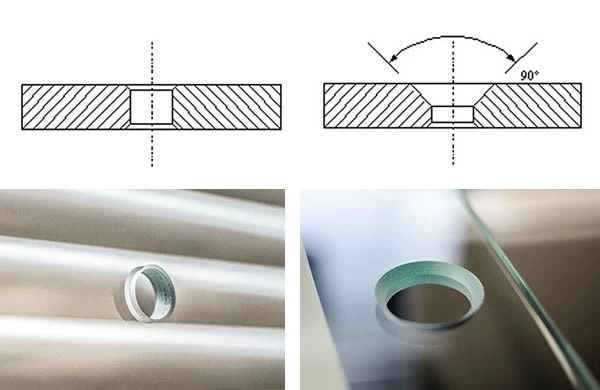
Alésages coniques sont habituellement produites dans deux usines. La partie conique est broyée à alésage cylindrique dans la nouvelle opération. Ces trous permettent l’utilisation des détenteurs de point qui à égalité avec la surface du verre. La profondeur de la partie conique de l’alésage ne devrait pas être supérieure à la moitié de l’épaisseur du disque.
Bouchez les trous dans verre trempé ou verre feuilleté de sécurité sont toujours fait avant que les vitres été chauffé. Alésage cylindrique et conique sensiblement est produites, dans lequel les bords trous droits sont broyés obliquement afin de garantir une homogène préchargement dans la région d’alésage autant que possible. Dans tous les cas, le diamètre de l’alésage ne devrait pas être inférieure à l’épaisseur des vitres d’et la distance entre un trou et le bord du verre doit être au moins deux fois l’épaisseur du verre.
Les méthodes habituelles pour la production de trous de verre sont
1. jet d’eau
2. forage au diamant
Elles peuvent être exécutées contrôlé par ordinateur avec une grande précision dans la méthode CNC (Computer Numerical Control).
La méthode du jet d’eau est particulièrement utilisée pour couper une géométrie complexe alésage. Toutefois, lors de la coupe avec le jet d’eau, elle peut conduire à grands éclats sur le côté opposé du disque lorsqu’il est utilisé de façon inappropriée. La surface de bord montre souvent aussi une ondulation plus forte.
Dans le cas du forage au diamant, le forage est souvent effectué simultanément des deux côtés afin qu’aucun écaillage indésirable se produit sur les bords du trou de forage. Au point de rencontrent de ces exercices, une bavure de plus ou moins grande est formé ici, qui doivent être éliminées par ponçage ultérieur, afin d’assurer l’introduction de la charge uniforme sans pics de stress en cas d’articulations perforées.
Alésages coniques sont habituellement produites dans deux usines. La partie conique est broyée à alésage cylindrique dans la nouvelle opération. Ces trous permettent l’utilisation des détenteurs de point qui à égalité avec la surface du verre. La profondeur de la partie conique de l’alésage ne devrait pas être supérieure à la moitié de l’épaisseur du disque.