

































ガラス (強化ガラス、合わせからす) の穴をドリル加工する工程
ブレンダー
www.sggglassmanufacturer.com
2016-11-14 09:31:59
ガラス工事、ガラス (強化ガラス、ESG 合わせからす VSG) はしばしばガラス表面の穴を介してアクセサリーと留まります。ファスナーの高圧力のためこれらの穴熱プレストレス洗濯機設計ができます。
穴をあける 強化ガラス または 合わせからす 窓からすが加熱されて前に常に行われます。実質的に円筒面と円錐穴が生産され、前記直線穴の均質を保証するために斜めグランドですエッジのプリロードは可能な限り穴地域で。いずれの場合では、穴の直径は窓からすの厚さよりも小さくならないし、穴とガラスのエッジ間の距離はガラスの厚さの少なくとも 2 倍にする必要があります。
ガラスの穴の生産のための通常の方法は、します。
1. ウォーター ジェット
2. 掘削ダイヤモンドします。
コンピューター制御高精度 CNC (コンピューター数値制御) このメソッドで実行できます。
特に、ウォーター ジェット メソッドを使用するには、複雑な穴ジオメトリを切り取りします。ただし、ウォーター ジェットで切断しているとき、不適切に使用されるディスクの反対側に大きなバーストする可能性があります。端面は頻繁にまたより強力なリップルを示しています。
ダイヤモンドの掘削の場合穴あけがしばしばなされる同時に両側からボーリングの端の望ましくないチッピングが発生しませんように。ドリルが出会う時点でまたはより少なく大きいバリは、ここで形成されるでは穿孔接合の場合ストレス ピークなし荷重導入を確保するためにその後研削で除去しなければなりません。
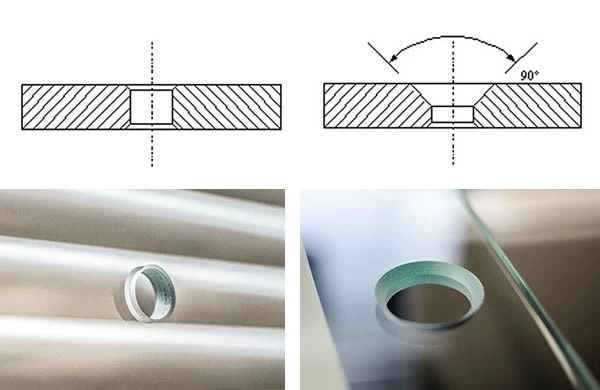
円錐形の穴は、2 つの操作で通常生産されます。さらに操作で円筒穴軸受の円錐形の部品は粉砕されました。これらの穴は、ガラス表面にフラッシュ ポイント ホルダーの使用を許可します。円錐穴部の深さはディスクの厚さの半分より大きくしないでください。
穴をあける 強化ガラス または 合わせからす 窓からすが加熱されて前に常に行われます。実質的に円筒面と円錐穴が生産され、前記直線穴の均質を保証するために斜めグランドですエッジのプリロードは可能な限り穴地域で。いずれの場合では、穴の直径は窓からすの厚さよりも小さくならないし、穴とガラスのエッジ間の距離はガラスの厚さの少なくとも 2 倍にする必要があります。
ガラスの穴の生産のための通常の方法は、します。
1. ウォーター ジェット
2. 掘削ダイヤモンドします。
コンピューター制御高精度 CNC (コンピューター数値制御) このメソッドで実行できます。
特に、ウォーター ジェット メソッドを使用するには、複雑な穴ジオメトリを切り取りします。ただし、ウォーター ジェットで切断しているとき、不適切に使用されるディスクの反対側に大きなバーストする可能性があります。端面は頻繁にまたより強力なリップルを示しています。
ダイヤモンドの掘削の場合穴あけがしばしばなされる同時に両側からボーリングの端の望ましくないチッピングが発生しませんように。ドリルが出会う時点でまたはより少なく大きいバリは、ここで形成されるでは穿孔接合の場合ストレス ピークなし荷重導入を確保するためにその後研削で除去しなければなりません。
円錐形の穴は、2 つの操作で通常生産されます。さらに操作で円筒穴軸受の円錐形の部品は粉砕されました。これらの穴は、ガラス表面にフラッシュ ポイント ホルダーの使用を許可します。円錐穴部の深さはディスクの厚さの半分より大きくしないでください。